
Page 78 - 95
P. 78
TECHNOLOGIES
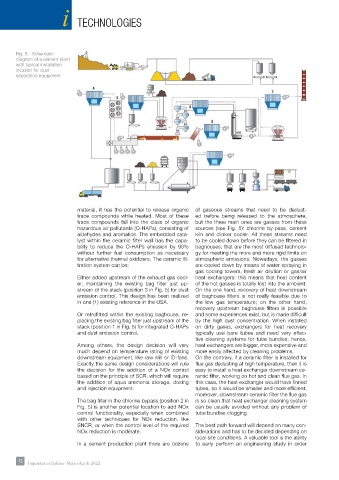
Fig. 5 - Schematic
diagram of a cement plant
with typical installation
location for dust
separation equipment
material, it has the potential to release organic of gaseous streams that need to be dedust-
trace compounds while heated. Most of these ed before being released to the atmosphere,
trace compounds fall into the class of organic but the three main ones are gasses from these
hazardous air pollutants (O-HAPs), consisting of sources (see Fig. 5): chlorine by-pass, cement
aldehydes and aromatics. The embedded cata- kiln and clinker cooler. All these streams need
lyst within the ceramic filter wall has the capa- to be cooled down before they can be filtered in
bility to reduce the O-HAPs emission by 90% baghouses, that are the most diffused technolo-
without further fuel consumption as necessary gy for meeting the more and more rigid limits on
for alternative thermal oxidizers. The ceramic fil- atmospheric emissions. Nowadays, the gasses
tration system can be: are cooled down by means of water spraying in
gas cooling towers, fresh air dilution or gas/air
Either added upstream of the exhaust gas cool- heat exchangers: this means that heat content
er, maintaining the existing bag filter just up- of the hot gasses is totally lost into the ambient.
stream of the stack (position 3 in Fig. 5) for dust On the one hand, recovery of heat downstream
emission control. This design has been realized of baghouse filters is not really feasible due to
in one (1) existing reference in the USA. the low gas temperature; on the other hand,
recovery upstream baghouse filters is possible
Or retrofitted within the existing baghouse, re- and some experiences exist, but is made difficult
placing the existing bag filter just upstream of the by the high dust concentration. When installed
stack (position 1 in Fig. 5) for integrated O-HAPs on dirty gases, exchangers for heat recovery
and dust emission control. typically use bare tubes and need very effec-
tive cleaning systems for tube bundles; hence,
Among others, the design decision will very heat exchangers are bigger, more expensive and
much depend on temperature rating of existing more easily affected by cleaning problems.
downstream equipment, like raw mill or ID-fans. On the contrary, if a ceramic filter is installed for
Exactly the same design considerations will rule flue gas dedusting at high temperature, then it is
the decision for the addition of a NOx control easy to install a heat exchanger downstream ce-
based on the principle of SCR, which will require ramic filter, working on hot and clean flue gas. In
the addition of aqua ammonia storage, dosing this case, the heat exchanger would have finned
and injection equipment. tubes, so it would be smaller and more efficient;
moreover, downstream ceramic filter the flue gas
The bag filter in the chlorine bypass (position 2 in is so clean that heat exchanger cleaning system
Fig. 5) is another potential location to add NOx can be usually avoided without any problem of
control functionality, especially when combined tube bundles clogging.
with other techniques for NOx reduction, like
SNCR, or when the control level of the required The best path forward will depend on many con-
NOx reduction is moderate. siderations and has to be decided depending on
local site conditions. A valuable tool is the ability
In a cement production plant there are dozens to early perform an engineering study in order
72 72 Impiantistica Italiana - Marzo-Aprile 2022